钢格板的焊接工艺受设备和电流电压匹配的影响
发布日期:2018-02-26 00:00 来源:http://www.dlggs.com 点击:
机器压焊效率比较高,但是机器生产尺寸一般宽度不要超过1.2米,还有就是尺寸不要太零碎。机器焊接有一定的尺寸限制,一些特殊形状和插接钢格板也是机器不能生产的,只能人工焊接。适合规格尺寸比较正规而且需求量大的客户。
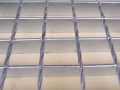
该焊接工艺受设备和电流电压匹配的影响,一般双杆的焊接比单杆的强度高,该焊接工艺还与原料扁钢的高低有关系,扁钢宽度误差大可能影响焊接强度,使强度不一致;该工艺存在的缺陷是假焊和虚焊,假焊和虚焊容易使横杆剥脱。焊接工艺因设备设备的额定容量,截面较大的重型钢格板无法生产。该焊接工艺的设备额定容量低于800KVA的一般只能做4mm厚度以下的扁钢钢格板,1250KVA的一般能做5~6mm厚度的扁钢钢格板。
复合钢格板中的直接焊接,其是指将钢格板焊接在支承结构上,然后,对焊接地方进行刷漆处理,主要是刷上一层锌粉漆,以防其出现生锈腐蚀等问题。而其的安装夹固定,则是要注意的是,安装夹不能破坏锌层,而且,要拆装简便,这样才行。
在复合大连钢格板中,如果是采用安装夹的话,那么,其每一套安装夹,是有上夹、下夹、圆头螺栓,以及螺母这四个。在材质上,则是有碳钢和不锈钢这两种。此外,在安装间隙上,一般是为100mm。在施工上,则要注意的是,应避免螺丝出现松动等问题。并且,也是使用较为频繁的一个。
防滑钢格板采用高强度碳钢,强度和韧性远高于铸铁,一般用于码头,机场等大跨度和重载荷的环境。另外, 防滑钢格板采用热浸镀锌表面处理,防锈防腐蚀能力强,可用于水沟盖与框用铰链联接,防盗,安全,使用方便。